-(220-x-200-px)-(130-x-130-px)-(220-x-200-px).jpg?lang=en-US&ext=.jpg)
.gif?width=200&height=200&mediaprotectionhash=ddb07947ad3b4ab959a83714461eccd5c6895f370695eb035a9ff7aa736f8ad9&ext=.gif)
Pangang Orders Continuous Galvanizing Line from Siemens
02/03/2014 - The Pangang Group has place an order with Siemens Metals Technologies for a new continuous galvanizing line for its Chongqing, China, plant.
The line will process 450,000 tons of high-strength cold strip per annum for use in the automotive industry. For the first time in a Chinese plant, strips will be able to be optionally hot-dip galvanized with GI and GA coatings or aluminized on a single line. The project is scheduled to be completed by the middle of 2015.
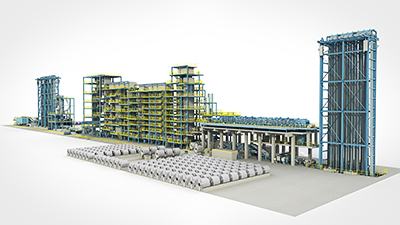
Pictured above: Computer-animated view of the continuous galvanizing line from Siemens
Siemens will plan and supply the complete mechanical and electrical equipment as well as the automation for Pangang's continuous galvanizing line in Chongqing. The galvanizing line will coat deep-drawing steels, hot-formed and high-strength steels, as well as dual-phase steels with strip thicknesses ranging from 0.5 mm to 3.0 mm, and widths from 800 mm to 1,600 mm. The maximum coil weight will be 34 tons. The total achievable coating thicknesses of both sides will lie between 50 and 350 grams per square meter.
The scope of delivery from Siemens will start at the coil feed and the entry section with a double pay-off reel, followed by a Siemens type LW21 laser welding system with strip centering. Both welding and cutting operations are carried out with laser technology. The laser beam is transmitted via fiber, no mirror is needed. Also, no mechanical shear is required, thus avoiding wear of cutting tools. This will produce a continuous strip, which will first pass into a 16-fold strip looper with a capacity of 430 meters. The strip will be cleaned in an electrolytic cleaning section, and then heated in an ART (all-radiant tubes) furnace. Hot-dip galvanizing will take place two coating baths, a common one for GI and GA coatings and one dedicated to aluminizing coating. An induction furnace located above the air wiping system serves for galvannealing. The coated strip will then be tempered in a cooling section. This will be followed by an intermediate looper with a capacity of 280 meters. After that, the strip will be fed to a Siroll-4Hi temper mill with a roll force of 1,200 tons and a 25 ton tension leveler. The shiftable Siroll Roll Coater will provide additional protection for the coated surfaces against corrosion and fingerprints at the last stage of post treatment.
Finally, the strip will run through a 400-meter exit looper before it is side-trimmed and its width measured. This will be followed by an inspection station, in which the strip surface quality is checked. The exit section will consist of an electrostatic oiler, a rotary shear and a single tension reel, as well as coil handling, strapping and weighing machines.
The project will be executed by a consortium led by Siemens together with Andritz Selas and Andritz China. Siemens China will be responsible for the electrical equipment and the automation as well as the local mechanical engineering content.
Pictured above: Computer-animated view of the continuous galvanizing line from Siemens
in Pangang's Chongqing plant, China
Siemens will plan and supply the complete mechanical and electrical equipment as well as the automation for Pangang's continuous galvanizing line in Chongqing. The galvanizing line will coat deep-drawing steels, hot-formed and high-strength steels, as well as dual-phase steels with strip thicknesses ranging from 0.5 mm to 3.0 mm, and widths from 800 mm to 1,600 mm. The maximum coil weight will be 34 tons. The total achievable coating thicknesses of both sides will lie between 50 and 350 grams per square meter.
The scope of delivery from Siemens will start at the coil feed and the entry section with a double pay-off reel, followed by a Siemens type LW21 laser welding system with strip centering. Both welding and cutting operations are carried out with laser technology. The laser beam is transmitted via fiber, no mirror is needed. Also, no mechanical shear is required, thus avoiding wear of cutting tools. This will produce a continuous strip, which will first pass into a 16-fold strip looper with a capacity of 430 meters. The strip will be cleaned in an electrolytic cleaning section, and then heated in an ART (all-radiant tubes) furnace. Hot-dip galvanizing will take place two coating baths, a common one for GI and GA coatings and one dedicated to aluminizing coating. An induction furnace located above the air wiping system serves for galvannealing. The coated strip will then be tempered in a cooling section. This will be followed by an intermediate looper with a capacity of 280 meters. After that, the strip will be fed to a Siroll-4Hi temper mill with a roll force of 1,200 tons and a 25 ton tension leveler. The shiftable Siroll Roll Coater will provide additional protection for the coated surfaces against corrosion and fingerprints at the last stage of post treatment.
Finally, the strip will run through a 400-meter exit looper before it is side-trimmed and its width measured. This will be followed by an inspection station, in which the strip surface quality is checked. The exit section will consist of an electrostatic oiler, a rotary shear and a single tension reel, as well as coil handling, strapping and weighing machines.
The project will be executed by a consortium led by Siemens together with Andritz Selas and Andritz China. Siemens China will be responsible for the electrical equipment and the automation as well as the local mechanical engineering content.